

 |
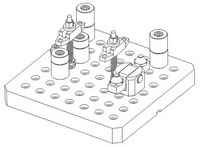
La mise en place des pièces sur les machines outils sont des opérations longues et coûteuses nécessitant l'emploi d'une main d'oeuvre qualifiée et qui immobilisent le poste de production. Lorsque le nombre de pièces devient important, on utilise des dispositifs appelés « montages d'usinage » dans lesquels, la pièce est serrée et mise automatiquement en bonne position par rapport à l’outil . Les montages permettent la réalisation de pièces précises, identiques, interchangeables. En contrepartie, l'étude et la réalisation de ces outillages sont coûteuses et ne peuvent être envisagées que pour un nombre important de pièces. Le gain de temps total réalisé pendant l'usinage des pièces doit compenser largement l'étude, la réalisation, le contrôle et la mise en oeuvre du montage. Il existe 3 familles de montages d’usinage : Standards (Étau, mandrins) |
 |
- Identifier le type de montage (Modulaire, dédié, standard) |
 |
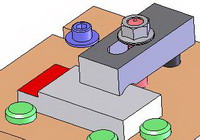
- Réaliser un appui ponctuel |
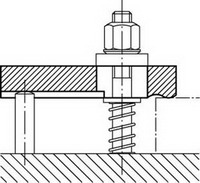 |
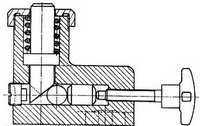
1 Énoncer les règles d’élaboration du maintien en position 1.1 Généralités Les efforts de bridage doivent toujours être supérieurs aux efforts de coupe exercés sur la pièce. Il y a donc lieu de connaître la valeur de ces efforts pour déterminer la force de serrage. Dans le cas d’un serrage par filetage, il faut tenir compte du rapport des bras de levier. Hypothèse : Frottements nuls |
 |
On souhaite réaliser la conception du montage d’usinage dédié relatif à la phase 20 de la bride 6 du Tour à bois (Surfaçage Dressage). Une étude technique préalable a permis une ébauche de rédaction de contrat de phase (Annexe 6) sur laquelle l’appui linéaire n’a pas été représenté. L’usinage sera réalisé sur centre d’usinage CUV HAAS Superminimill (Annexe 2). Sur cette machine, les déplacements suivant les axes X et Y sont assurés par la table |